公司名称:青岛华旭电缆有限公司
联系人:耿双武
联系电话:13606302556
固定电话:0532-82287018
地址:山东省青岛市胶州市北关西庸
网址: www.qdhxdl.com

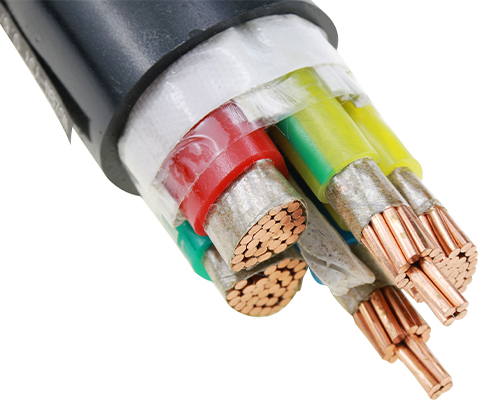
电力电缆:1、1kV及以下电源中性点直接接地时,三相回路中的保护线与中性线合用同一导体时,应选用四芯电缆;保护线与中性线各自独立时,宜选用五芯电缆。受电设备外露可导电部位的接地与电源系统接地各自独立时,应选用四芯电缆。2、1kV及以下电源中性点直接接地时,单相回路中的保护线与中性线合用同一导体时,应选用两芯电缆;保护线与中性线各自独立时,宜选用三芯电缆。 受电设备外露可导电部位的接地与电源系统接地各自独立时,应选用两芯电缆。

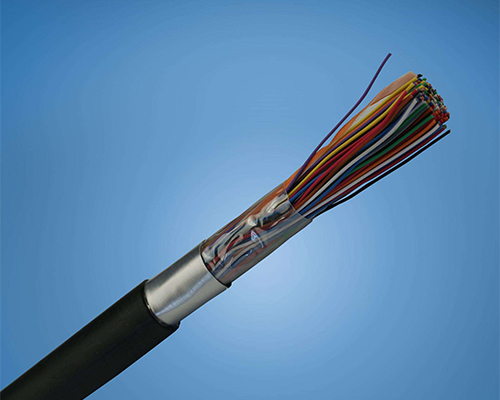
当传输线中有多对线(双绞线为四对)且传输线较长时,由于每对线的环路面积过大,导致线对间串音和外部干扰非常严重。为了减少线路对间的串音和外部干扰,只能采用“交叉”技术,即平行传输线对按一定的松紧度拧在一起。这样,每对线组成的回路可以分成几个小回路,每个回路中的感应串音和干扰可以相互抵消一部分,从而达到减少串音和干扰的效果。因此,双绞线对越紧,双绞线越均匀,四对绞线之间的差别越大,低频抗干扰能力越强,两对绞线之间的串音越小。数据传输性能越好。

断线现象的原因及解决办法弱接:调整对焊机电流。通电时间,压力。提高焊接质量。盘条杂质:加强原材料验收。模具匹配不合理:调整模具,消除大、小变形过程的现象。模孔形状不正确或不光滑:严格按标准修模,施胶面积不宜过长,以保证模孔的光滑。过张力:调整鼓轮上的圈数。鼓轮压力线:调整鼓轮上的圈数,纠正鼓轮磨损。润滑不良:检查润滑系统,确定润滑油的成分和温度。铝杆水分:防止铝杆受潮。暂时不使用潮湿的铝棒。
1.铝电缆电线电缆产品制造工艺特点:1.大长度连续叠加联合生产模式和大长度连续叠加联合生产模式对电线电缆生产的影响是全局可控的。这涉及并影响:(1)铝电缆价格生产车间各种设备的生产工艺和设备布置必须按产品要求的工艺流程合理排放,使各阶段的半成品依次转移。(2)生产组织管理和生产组织管理必须科学、合理、周密、准确、严谨、细致。操作人员必须认真执行工艺要求。任何环节的任何问题都会影响到产品的顺利生产和质量和交付。(3)大长度连续叠加的质量管理结合生产方法,使生产过程中的任何环节,瞬间出现问题,都会影响整个电缆的质量。内层质量缺陷越多,未及时停产,损失越大。

1.导体的直流电阻不符合要求,导致电缆运行中出现发热现象。2.电缆选择不当,导致导线截面小,运行过载。电缆长期使用后,由于发热和散热不平衡,产生热量。3.安装时,布置过密,通风散热效果不好,或电缆与其他热源距离过近,影响电缆正常散热,也可能导致电缆运行中发热现象。4.不良的接头制造工艺和紧密的压接导致接头处的接触电阻过大,也可能导致电缆发热。5.电.缆间绝缘性能差,绝缘电阻小,运行发热。6.铠装电缆部分护套损坏.
(1)YH电缆在低电压(最高电压200V)大电流条件下运行,需要一定的耐久性。(2)焊把电线、电缆长期允许工作温度不超过65℃。(3)电机导线、电缆移动频繁,扭动松开,要求柔软,弯曲性能好。(4)使用中易被锋利的钢构件划伤和摩擦,要求电缆绝缘层具有良好的抗撕裂、耐磨等机械性能。(5)使用复杂的环境条件,如日照、煮沸、接触泥浆、油、酸、碱等液体,需要一定的耐候性和耐油、耐溶剂性(6)有时会遇到热焊件,需要良好的耐热性和变形。(7)频繁移动需要较小的外径和较轻的重量。由于对这种电缆的电气性能要求较低,使用环境条件复杂,不适合满足结构中各种复杂的环境因素。使用时应注意改善使用条件,防止外部损伤。